
技术|如何提高粘/棉混纺纱成纱强力?点击了解
01
成纱强力的影响因素
纺纱捻系数
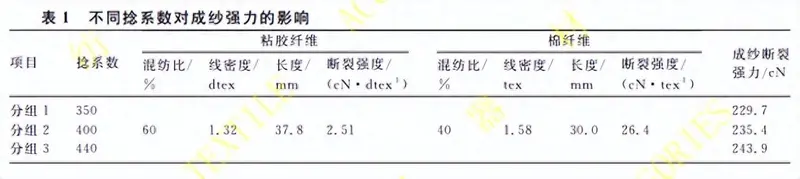
正常纺纱生产中,在锭速基本保持不变的情况下,为实现较高的前罗拉速度,一般选择小于临界捻度的捻系数,以兼顾成纱强力、满足织造要求,从而保持生产工艺的经济性。
经过对原生产线的捻系数进行多次优化试验发现,公制捻系数为440时成纱断裂强力有较明显提高。需要注意的是,随着捻系数增加,成纱强力也持续增加,说明此时的捻系数仍未达到临界捻系数。不同捻系数对成纱强力的影响见表1。
纤维长度
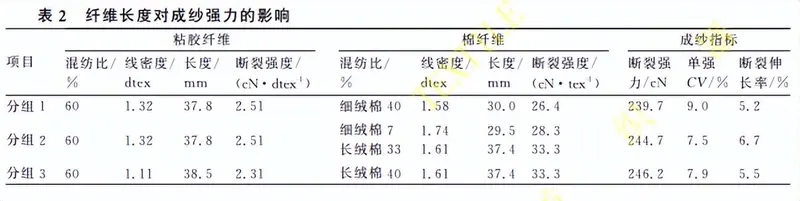
实际生产中,纤维长度越长、整齐度越高,则成纱强力越高,但在试验过程中发现,棉纤维长度和长度整齐度对成纱强力的改善并不明显,这一组的捻系数选定为400。与表1相比,将40%的细绒棉逐步调整为40%长绒棉后,成纱强力仅提高约10 cN,改善效果不明显,和预想差距较大。第1组的单强CV值较高,说明成纱弱环较多。间接论证了生产该品种时,较低捻系数使成纱强力波动大,成纱质量不稳定。纤维长度对成纱强力的影响见表2。
纤维线密度
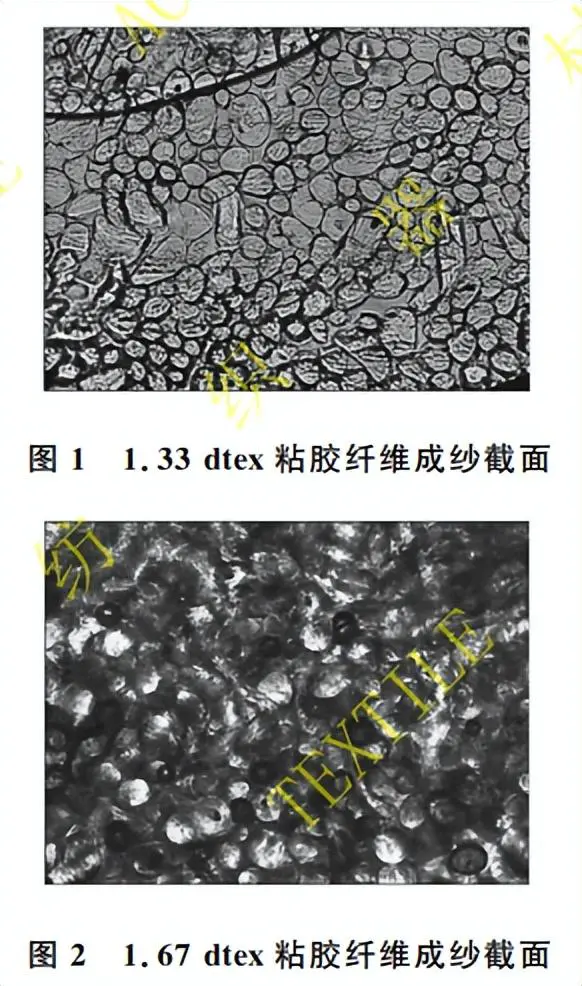
在加捻过程中,须条中的纤维因受力不均匀而发生内外转移问题,使纱线中部分纤维呈圆锥形螺旋线状态,且纤维发生内外转移须克服纤维间的阻力。纤维间阻力的大小,取决于纤维的特性,因混纺纤维的性质差异较大,对纤维转移规律的影响比较明显,致使不同性质的纤维在纱线的断面内分布不均匀,有分别集中到纱线外层和内层的趋势。当纤维转移指数为0时,表明2种纤维在纱线截面内是均匀分布的,分布越均匀,对成纱强力越有利。
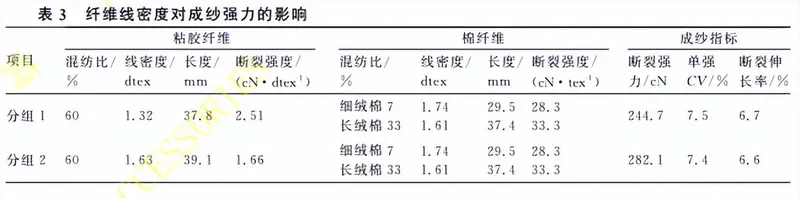
为使本品种2种纤维径向均匀分布,采用表2中分组2的棉条,将粘胶纤维的线密度从1.33 dtex调整为1.67 dtex,与棉纤维线密度相当、纤维转移阻力相当,有利于纤维在内外转移过程中克服阻力而在成纱截面均匀分布。经过试纺验证,成纱强力显著提高,达到了该品种对单纱强力280 cN以上的要求。具体测试结果见表3,纤维截面分布见图1和图2。
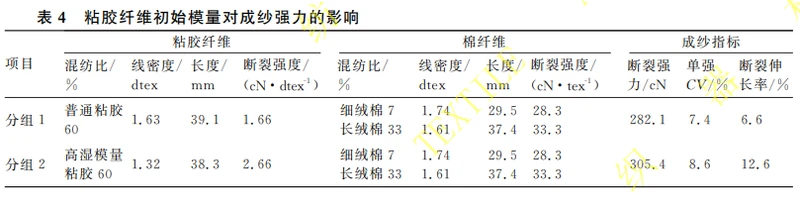
粘胶纤维初始模量
改变粘胶纤维线密度可有效提高成纱强力,达到了织造对单纱强力的要求,但长绒棉占比为33%使该品种成本太高,因此必须寻求更为经济合理的配棉比例。
从粘胶纤维的特性出发,采用高湿模量粘胶纤维与表3中分组1的长绒棉精梳条进行混纺,成纱强力、断裂伸长率明显提高,表明粘胶纤维的初始模量与成纱强力、断裂伸长率呈正相关,即纤维的初始模量越大,成纱强力、断裂伸长率也越大。由于目前国内尚未找到厂家生产线密度为1.67 dtex高湿模量粘胶纤维,所以选用1.33 dtex高湿模量粘胶纤维进行试纺。通过对单纤维强力进行测算发现,305.4 cN的成纱强力,基本来自于60%的粘胶纤维。粘胶纤维初始模量对成纱强力的影响见表4。
02
配棉成本测算
根据长绒棉和高湿模量粘胶纤维的市场价格,综合考虑配棉成本,最终选择配比为60%、线密度为1.33 dtex的高湿模量粘胶纤维和配比为40%优质巴西细绒棉进行批量生产,成纱强力可以稳定在280 cN以上。配棉成本测算见表5。

03
工序工艺要点
清梳联工序
粘胶纤维相对密度小、较蓬松,生条定量不宜过大,梳棉隔距不宜过小;要勤抓少抓、柔和开松,避免高速度、强分梳;认真清理纺纱通道,保证光滑不挂花。具体工艺设置:往复抓棉深度为2 mm,给棉罗拉线速度为1.295 m/min,刺辊转速为880 r/min,锡林转速为353 r/min,道夫转速为30 r/min,盖板线速度为99 mm/min,锡林—盖板隔距为0.30 mm,0.28 mm,0.28 mm,0.25 mm,0.25 mm,0.25 mm,锡林—刺辊隔距为0.13 mm,锡林—道夫隔距为0.18 mm。
精并粗工序
为保证充分混合,应采用“条混、3道并条、顺牵伸”工艺原则,并配合自调匀整装置。精梳工序采用前进给棉方式,给棉长度为4.3 mm,顶梳插入深度为1.0 mm。粗纱锭翼内要定期进行清洁,以保证通道光洁;调整粗纱卷绕张力,使内层粗纱绕制张力稍大于外层张力,减少粗纱“冒纱”“塌肩”问题。
细络联工序
细纱工序优选锭子速度曲线,在实现高产的同时确保生活稳定,减少偶发性纱疵;选用耐磨性好、热磨损小、表面性能好、使用寿命长的镀层钢领;选用通道宽敞光滑的钢丝圈,避免其磨损缺口与纱线通道交叉引起纱线毛羽增加,从而破坏成纱强力。
络筒工序张力偏小掌握,优选电清工艺参数,既要确保切除有害疵点,又要避免造成过多的接头;保持良好的筒纱成形以及精确定长。
后纺车间温度控制为25 ℃~30 ℃;半制品相对湿度控制为55%~65%,细纱相对湿度控制为55%~60%。
本微信节选自《纺织器材》2023年6期《提高粘/棉混纺纱成纱强力的实践》。
想查看文章全部内容,欢迎后台留言,请提供您的姓名、联系方式及邮箱,我们将通过邮箱为您发送PDF原文。
想要继续了解更多
欢迎订阅《纺织器材》纸质或电子期刊

订阅方式
1.请在当地邮政局/所订阅,邮发代号:52-125。
2.直接通过编辑部办理订阅手续,电话:029-33579905。
本文为“纺织器材在线”专稿,转载请注明出处!